While the photovoltaic industry continues to develop, double-glass modules promote their maturity and popularization due to their strong resistance to PID (potential-induced degradation), anti-crack, waterproof vapor penetration, anti-snail pattern, excellent reliability, and light weight. , the market share of crystalline silicon solar modules has gradually increased.
In 2018, the market share reached 5%. In 2021, the market share has quietly risen to 30%. It is expected to rise to more than 65% in 2025. The thickness trend of double-glass module backplane glass is also developing from 2.5 mm to 2.0 mm, and it may be 1.6 mm or even 1.4 mm in the future. The key technology of the double-glass backplane is drilling. The backplane glass generally needs to reserve holes for wiring, and there are many irregular-shaped holes.
The traditional mechanical drilling technology cannot meet the requirements, and the laser drilling technology will be gradually adopted. Based on the actual production experience, this paper analyzes the two deep-processing drilling modes of laser drilling and mechanical drilling, and discusses the causes and solutions of common problems in the laser drilling process, which has certain guiding significance for enterprises to reduce costs and increase efficiency.
Laser drilling equipment for photovoltaic glass
Laser drilling equipment for photovoltaic glass consists of optical system, cooling system, visual positioning system (CCD), motion control system, glass carrying platform and other units.
The optical system is the core element and plays a decisive role in the drilling and forming. The system includes optical components such as lasers, mirrors, vibrating mirrors, and field mirrors, as shown in Figure 1.
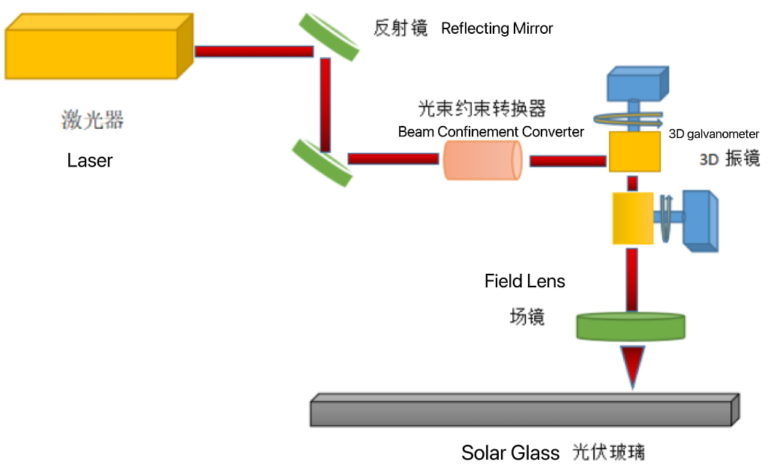
Figure 1 – Optical system diagram
The main function of the cooling system is to provide cooling services for the laser. The laser is kept at a constant temperature by constant pressure circulating water, the best circulating water is distilled water, followed by pure water filtered by RO membrane.
The visual positioning system (CCD) is composed of a light source and a camera. Through the visual system, the overall position of the glass is positioned before drilling, and the error caused by the placement of the product is corrected to ensure the processing accuracy of the product. Generally, the accuracy is required to be within 0.5 mm, and the positioning time is less than 0.3 s.
The motion control system and glass carrying platform mainly include the axial movement of the optical system, glass transmission and glass fixing and clamping devices. In order to speed up the drilling speed, the front and rear loading and unloading platforms are generally equipped with a high-speed rotation function.
Common Problems and Solutions
The hole is not pierced. After the laser drilling is completed, the glass that is not perforated or the glass in the middle of the hole is stuck in the hole and cannot fall off. It is common that a single hole is not pierced, and three holes are not pierced.
If this phenomenon occurs, the piece of glass will be scrapped. If it flows to the back-end screen printing, it may cut the screen, as shown in Figure 2.

Figure 2 – The middle hole is not perforated
The reasons for the unpunctured holes may be as follows: ①The curvature of the original glass sheet exceeds the standard, and the glass is convex or concave under the laser beyond the starting position of the focus, and there is a false hole; ②The thickness difference of the original glass sheet exceeds the limit ±0.15 mm The standard, especially the positive tolerance is too thick, and it cannot be pierced when the number of laser layers is fixed; ③The chiller is faulty, and the laser is overheated to trigger protection, resulting in a decrease in laser power, and the glass at the hole position cannot be vaporized quickly; ④The laser drilling method is Spiral up from the bottom of the glass, scanning and drilling layer by layer, generally the thickness of each layer is 0.013 ~ 0.014 mm, when the product of the number of layers and the layer thickness is set to be less than the thickness of the glass, it cannot be pierced; The medium glass is blown out; ⑥ The Z-axis adjustment motor of the vibrating mirror fails and cannot rise, so that the laser cannot move along the thickness direction.
Correspondingly, the following measures can be taken in the operation of laser drilling of photovoltaic glass backplanes to avoid the situation that the holes are not pierced: ① Before laser drilling, the curvature of the original glass is rechecked and inspected, and the curvature bow is required to be ≤0.25, Waveform ≤ 0.2; ②Strictly limit the difference in thickness of the original glass sheet, scrap the glass exceeding the thickness in advance, or increase the number of laser layers; ③The failure of the chiller is mainly caused by scale or water pump, and frequent inspections are required, pay attention to the power of the laser Abnormal attenuation; ④ It is required that the margin of the number of laser layers is greater than 4%, but it cannot be accumulated indefinitely to improve the drilling efficiency; ⑤ The compressed air pressure is set at 0.4-0.8 MPa; In such cases, the laser will directly ablate a certain position of the glass and fix it.
Hole size deviation. That is, for punching defects that are not positioned according to the X-Y axis of the hole position, the backplane line will not be able to pass through according to the position, and it will be judged as a waste product. There are two main reasons for this situation: ①The failure of the CCD visual positioning system, including the looseness of the camera, etc., resulting in the inability to accurately locate; ②The size of the original glass does not match.
Solution: ①Before starting up the laser drilling equipment, zero-position calibration must be carried out, and the fastening of each system must be checked; ②Before mass production, proofing should be done first, and mass production can be carried out after passing the test.
Aperture size deviation. The existing conventional hole diameter requirement is 12 mm±0.5 mm, which is beneficial to the back threading of the solar panel. The pore size deviation that occurs with a small probability is mainly due to the large pore size. The reasons may be: ①The focus of the laser field lens fails, the laser spot is too large, and the ablation radius increases; ②The setting drawing is invalid; ③The X-Y axis of the galvanometer is invalid, and the set drilling range is expanded or reduced during plane scanning. .
Improvement measures: ① Check the focusing field mirror and power setting value, generally set the power of the laser to about 55 W; ② Check the drawing and the actual pre-proofing situation, and mass production after the matching is qualified; ③ Check the X-Y axis of the galvanometer after starting up Make corrections.
Compared with mechanical diamond drilling, there are more edge chipping and dark cracks, rough holes, etc., the edge chipping and dark cracks of laser drilling are significantly better than mechanical drilling, as shown in Figure 3 and Figure 4.
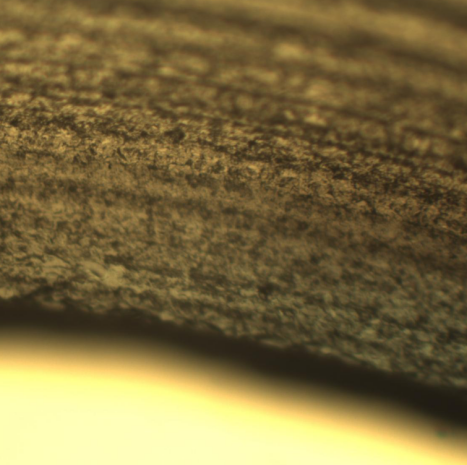
Figure 3 – Mechanical punching edge chipping and dark cracks

Figure 4 – Laser drilling edge chipping and dark cracks
When the laser drilling operation is improper, edge chipping and dark cracks will still occur. The main reasons are: ①The laser power is set too high, and the laser power density exceeds the glass ablation threshold, which generates thermal stress on the glass surface and extends to the inside of the glass , causing chipping and dark cracking; ②The laser repetition frequency and scanning speed are too fast, which will aggravate the development of cracks on the hole surface and cause chipping; ③The original glass is poorly annealed and the stress is disordered, which is generally accompanied by glass cracking.
Solutions: ① Laser drilling follows the bottom-up “slow-fast-slow” operation, and the scanning speed on the lower surface of the glass is slow to avoid excessive chipping at the edge of the hole caused by excessive hot spot diffusion. Increase the speed at the middle thickness to save drilling time, and then slow down when reaching the upper surface, also in order to reduce the edge chipping on the upper surface; ②Select the original glass with appropriate stress; ③The upper surface of the glass can be sprayed with a layer of phosphoric acid solution to suppress cracks Generate, or use ethanol solution to reduce the ablation threshold of glass, thereby reducing the thermal cracking and explosion of glass.
The End
There are many problems that are prone to occur in the laser drilling process of solar photovoltaic glass, and specific problems should be analyzed in order to judge and solve them.
Based on actual production experience, this paper explores the problems and causes of unpunctured holes, hole size deviation, hole size deviation, hole verticality deviation, and hole edge collapse, etc., and gives corresponding solutions. Board laser drilling has a certain guiding effect.