Among the backsheet materials for photovoltaic module packaging, compared with other polymer backsheet materials, glass has a longer life cycle, low power attenuation rate, water vapor transmission rate close to zero, excellent wear resistance, and the possibility of PID attenuation Due to the advantages of small size, double-glass modules are more and more widely used.
Printing a grid-like layer of highly reflective white glaze (more than 80% reflectance) on the back glass of the module can increase the power of the battery module by 2%. Therefore, screen printing has been widely concerned by various photovoltaic glass factories.
But as far as the current situation is concerned, the screen printing screen has a great impact on the production and quality of photovoltaic glass backplanes, so it is of great significance to study the screen printing screens for photovoltaic backplane glass.
This study uses the direct plate-making method, that is, the photosensitive emulsion direct plate-making method. The process flow is: photosensitive emulsion preparation→stretching→degreasing→drying→coating→drying→exposure→developing→drying→retouching→exposure.
Key points of production technology
Stretching is the process of tightening the screen and making it firmly combined with the screen frame.
It is the key to the production of screen printing plates. Its tension (tightness) directly affects the smoothness of the photosensitive adhesive solution, and is related to the quality of printing (such as the accuracy of overprinting, etc.).

Therefore, it is required that the stretched net should reach a certain tension. In order to ensure the printing durability of the screen plate, the screen frame is firstly selected to be an aluminum frame with small deformation, light volume, not easy to rust, and easy to move.
It is recommended not to choose low-strength wooden frames or iron frames that are prone to rust.
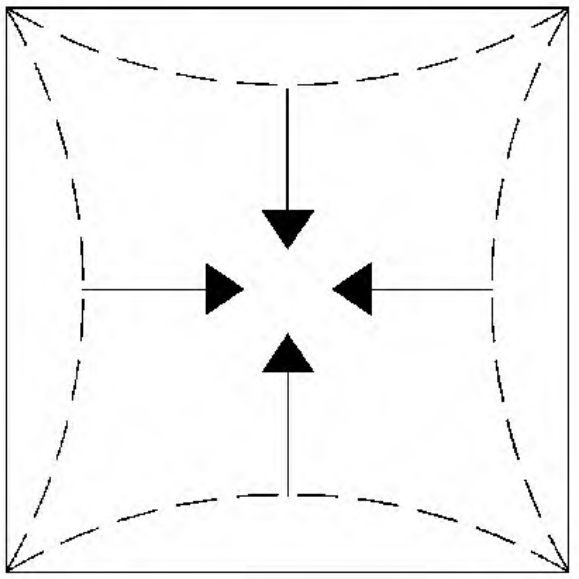
The conventional way of pulling the screen makes the tension of the screen uneven, resulting in the deviation of the size of the screen printing, which seriously affects the use of the screen on the machine. In order to ensure the uniformity of the tension of the screen, an auxiliary device was used in this study to stretch the screen, as shown in Figure .

The device is located in the middle of the screen, and the distance between the middle of the screen is shortened by this device, and the distance between the middle is generally 2~4mm shorter than the end of the screen. After treatment, the screen tension is more uniform. According to experience, if the tension is too high, the service life of the screen will be shortened, if the tension is too small, it will be difficult for the screen to leave the screen, and the printed glass will have double images. The tension of our screen is generally 18~20N (measured with a tensiometer).
If the method of pulling the net once is adopted when stretching the net, the screen will become looser and looser as time goes by, and there will be a problem of tension drop, which will seriously affect the use of the screen. There are many reasons for this problem, two of which are related to stretching, namely the deformation of the screen frame and the tension relaxation of the screen, as shown in Figure .
In order to reduce the tension attenuation after stretching the net, this study adopts the stretching method of “continuous net stretching” and “repeated tension” (four stretching nets), so that part of the tension is relaxed before the net is fixed.
After the tension reaches the test requirements, let it stand for 20 minutes. After the tension reaches the requirements for the last time, apply glue to stick the mesh on the screen frame.
In the initial stage of screen printing, this research uses positive stretched screens.
The screens made by positive stretched screens will have sawtooth, which is obvious during printing, which seriously affects the quality of screen printing. In this study, we use a diagonal stretched screen.
After the biased screen is stretched, the lines of the screen are clear without jagged, and the amount of ink leakage has also increased. The disadvantage is that the screen wastes a lot.
Degreasing, Drying
Degreasing is to use a soft sponge dipped in degreasing agent to rub the scraping surface and printing surface of the screen successively, and then rinse the screen with a high-pressure water gun.
Bake the screen in an oven at 45°C for 20 minutes to dry the moisture on the surface of the screen.
The degreasing cleaning method can effectively remove oil, dust and other substances on the surface of the screen, so that the screen and the photosensitive adhesive can be firmly bonded.
If the screen is not clean or oily, the photosensitive adhesive will be separated from the screen, resulting in printing defects. Therefore, the screen should be cleaned before plate making.
Coating Film
Manual gluing usually uses a squeegee. The edge of the squeegee must be very rounded and tilted upwards along the entire length. This ensures an even coating throughout, even in the center of the screen.
After each coating, the screen plate is dried. After drying, it can be coated several times according to the requirements of the substrate until the printing surface reaches the thickness requirement (the thickness of the glaze layer and the thickness of the film layer are related to the screen printing process).
If the photosensitive adhesive is coated to the designed thickness at one time, the thickness of the film layer will be uneven, and then a series of defects such as sawtooth and light leakage will appear.
Exposure
Printing and development Printing is also called exposure, which means that the prepared picture and text positive film and the screen plate coated with photosensitive adhesive are selected in the correct position and closely fitted together and placed in the printing machine for printing.
There are many types of printing machines, and the light sources used are also different. There are box-type printing machines and rack-type printing machines, which can be selected according to needs.
After the printing machine is sealed, start the vacuum pumping system, and after vacuuming and compacting, turn off the light source for exposure.
The purpose of exposure is to make the non-graphic part of the photosensitive adhesive film undergo cross-linking reaction under the action of light, lose the hydrophilic group, form a network cross-linked structure without being dissolved by water, and remain on the screen after developing and washing.
The graphic area is not irradiated by light due to the occlusion of the graphic, and the adhesive film does not react here. After being developed and rinsed with water, the adhesive layer is detached, and a through-hole graphic is formed on the screen.
The exposure time should be determined by experiments, and the exposed lines should be clear without jagged. If the exposure time is too short, the photosensitive adhesive will easily fall off, and if the exposure time is too long, the phenomenon of “light diffraction” will appear, which will affect the edge definition and resolution of the screen image.
If the distance between the light source and the surface of the photosensitive film is small, the center of the layout will be overexposed, and the center of the layout and the edges around the layout will be exposed unevenly; otherwise, if the distance is too large, underexposure or vignetting will occur.
The control method is: the distance between the light source and the surface of the photosensitive adhesive is directly related to the shape and scale of the graphic on the surface of the photosensitive adhesive, which can be controlled by the empirical relationship F≥1.5D, where F represents the distance between the light source and the photosensitive adhesive film , D represents the diagonal size or diameter of the image on the film. If the relationship between the two can be better grasped, the defects of overexposure or underexposure can be avoided.
Development
Soak both sides of the sun-dried screen with tap water for 5 minutes, then use a high-pressure water gun to wash the pattern part, and then dry the water with an air gun to check for problems and defects.
The control principle of the development degree is: under the premise of transparency, the shorter the time, the better. If the time is too long, the wet expansion of the film layer will be serious, which will affect the clarity of the image; if the time is too short, the development will not be complete, and a thin layer of photosensitive glue will be left, which will block the mesh and cause waste plates.
Fog is an extremely thin layer of residual film of photosensitive adhesive, which is easy to appear in the details of the image. It is highly transparent and difficult to distinguish from the water film. It is often mistaken for transparent. For the convenience of observation, a light development tank can be used, and a self-made light observation platform can also be used.
Revision
Check whether there are trachoma and pinholes in the screen pattern part. If there are pinholes, use photosensitive glue to fill them. If there are trachoma, use tools dipped in decoating water to remove them.
This step requires the staff to look for it. The trachoma and pinholes are very small, but they have a great impact on the printing quality.
Double Exposure
In order to further improve the water resistance, friction resistance, and solvent resistance of the screen printing plate made after printing, as well as increase the strength and fastness of the screen printing plate, and improve the printing resistance, the screen printing plate is usually treated with a second exposure method. The screen printing plate is hardened.
According to many years of production experience, in the process of photovoltaic glass screen printing screen printing, only by strictly controlling the technical points in the process and effectively controlling the process can the efficiency and yield of screen production be maximized, thereby reducing production costs. Improve economic efficiency.